

鯖江職人の手作業による、
個性ある一点モノの趣を
100年以上の歴史を誇る鯖江
眼鏡職人の技と魂。
ひとつひとつその手で生み出される
モノづくりの本質が宿ったその眼鏡は、
繊細かつ精密であるのに
どれ一つ同じものはない。
彼らが培ってきた哲学を表現する
感情むき出しの『不均一』は、
モノを作品へと昇華させた。

SHINBARI
芯張り
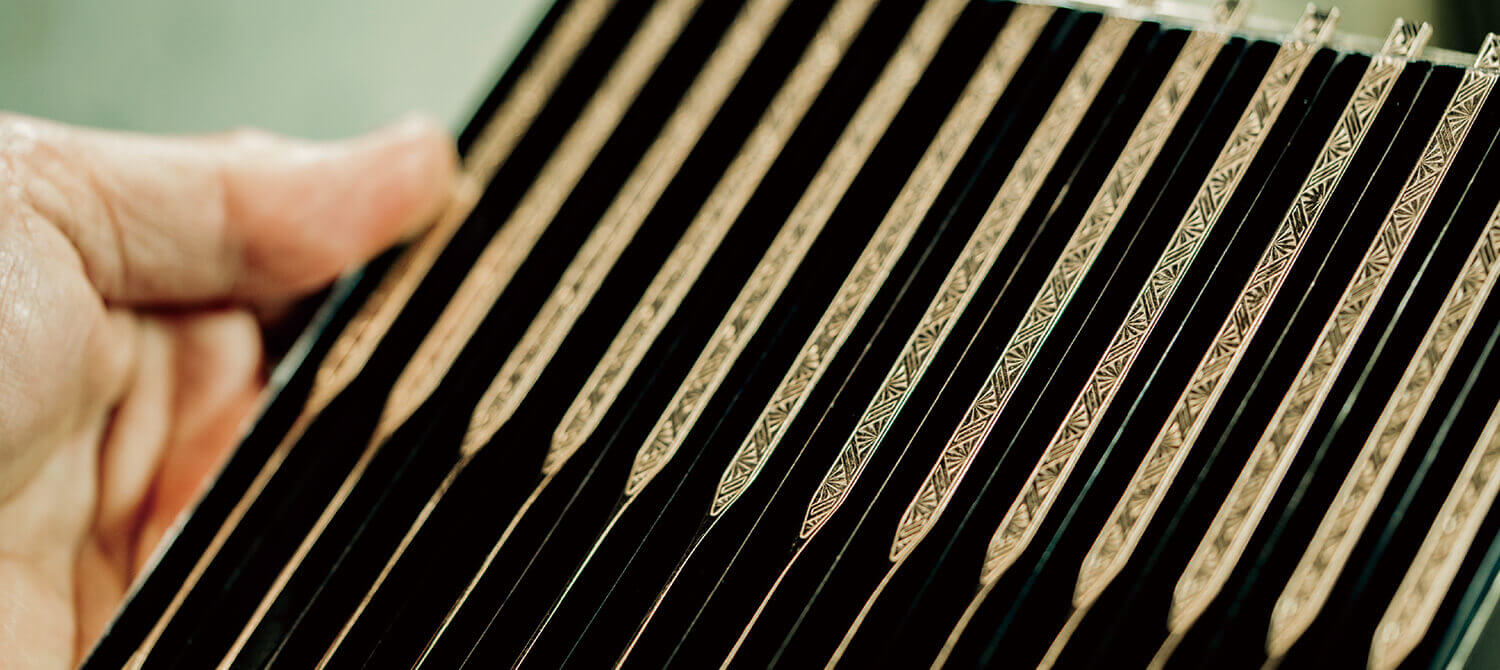
テンプルと呼ばれる眼鏡の耳掛け部分に埋め込まれている金属芯は、フィッティングのための役割だけでなく、かつてはそれに美しい模様や繊細な柄が彫金され、デザイン性の高いものが多く存在した。
職人が持つ、高度な技術によって生み出された彫金模様が鮮明に浮かび上がり、眼鏡自体の価値を高めていた。
芯張り内側に挟み込む芯が主役のテンプルを作りあげる技法を職人たちはそう呼んだ。
しかし、生産性が求められる時代への変化に伴い、手間と時間と技術を要する芯張りは徐々に衰退し専門職人は激減した。
現在、世の中から消えつつある芯張りを、ここ鯖江で唯一継承し続けている職人がいる。
今回のSHINBARIシリーズは、その職人の手によって美しくダイナミックに命が吹き込まれた。
WORKFLOW
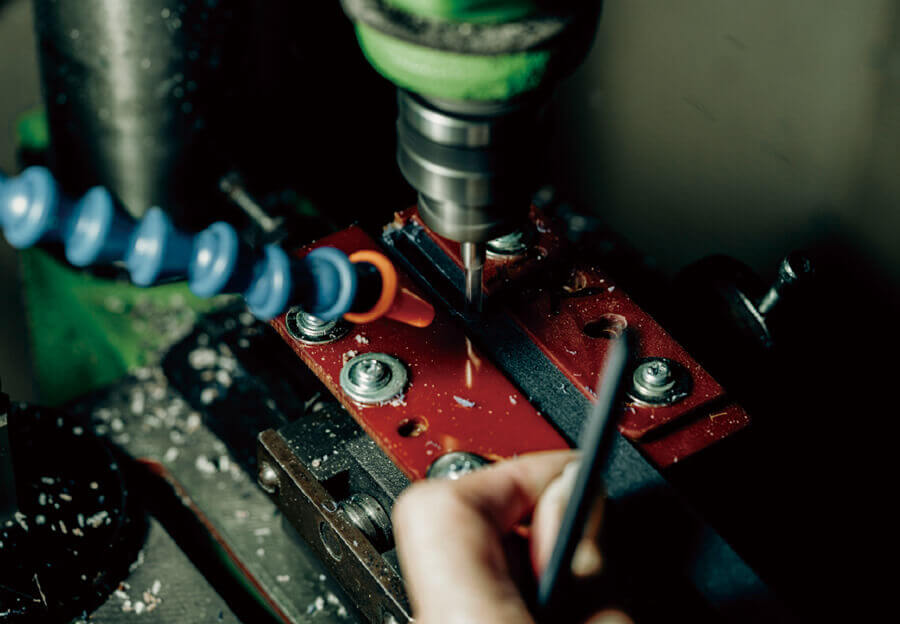
生地の座掘り
Creating foundation for sandwiching metal core
in plastic sheet
プラスチック生地に金属の芯を
挟み込むための土台づくり

短冊状にカットされた生地に、金属の芯を張り合わせるため、芯の形に合った溝を掘る。プラスチックと金属芯がぴったりと一体化するよう位置を定める。



芯のはめ込み
Installing metal core
on engraved hole and semi lamination
座彫り部分へ芯をのせ、仮押さえ

座彫りが施された面に溶剤を塗り、生地の表面が薄く溶けたところで芯をはめ込む。さらにその上にクリアの生地を重ね合わせ、クリップで仮留めする。




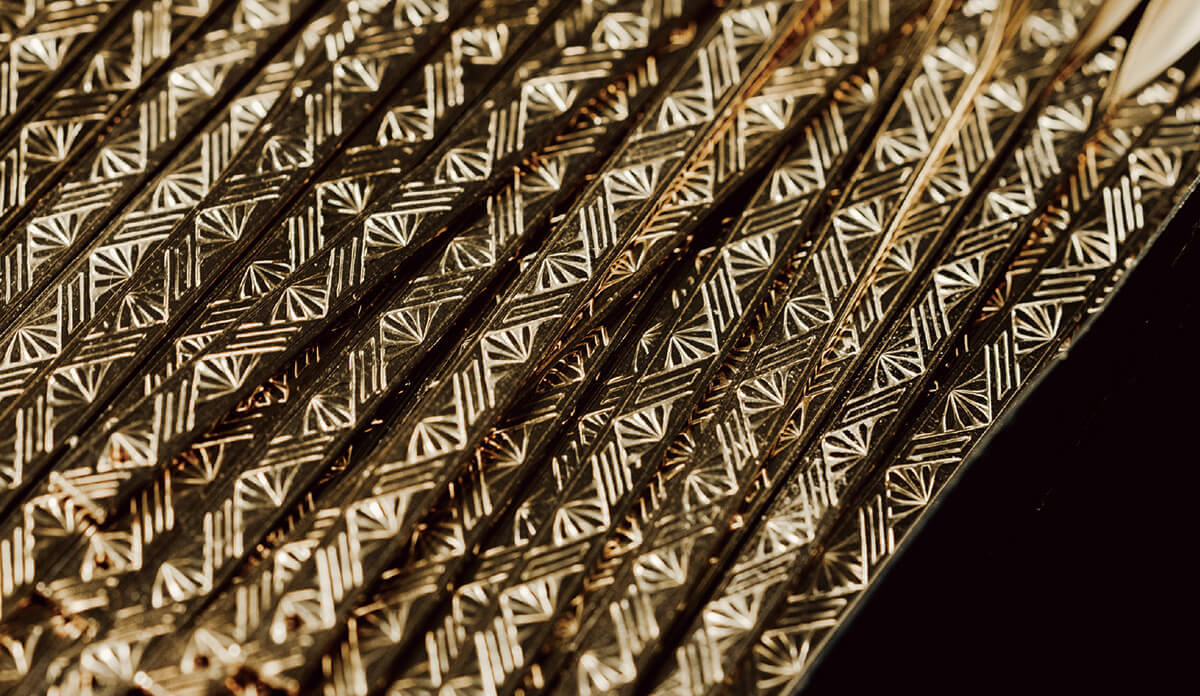
彫金
Metal engraving core inspired by American vintage
アメリカンヴィンテージのデザインから
掘り起こした彫金芯

彫金芯に施したデザインには、直線的な線とスマートな曲線を組み合わせ幾何学的なイメージを持たせた。プラスティックの艶感と金属のシャープな質感が相まって、上質なヴィンテージ感が高まる。
型入れ
Setting temporarily
fastened plastic bar with core in dedicated mold
芯が入った仮留め状態の生地を
専用型に並べる
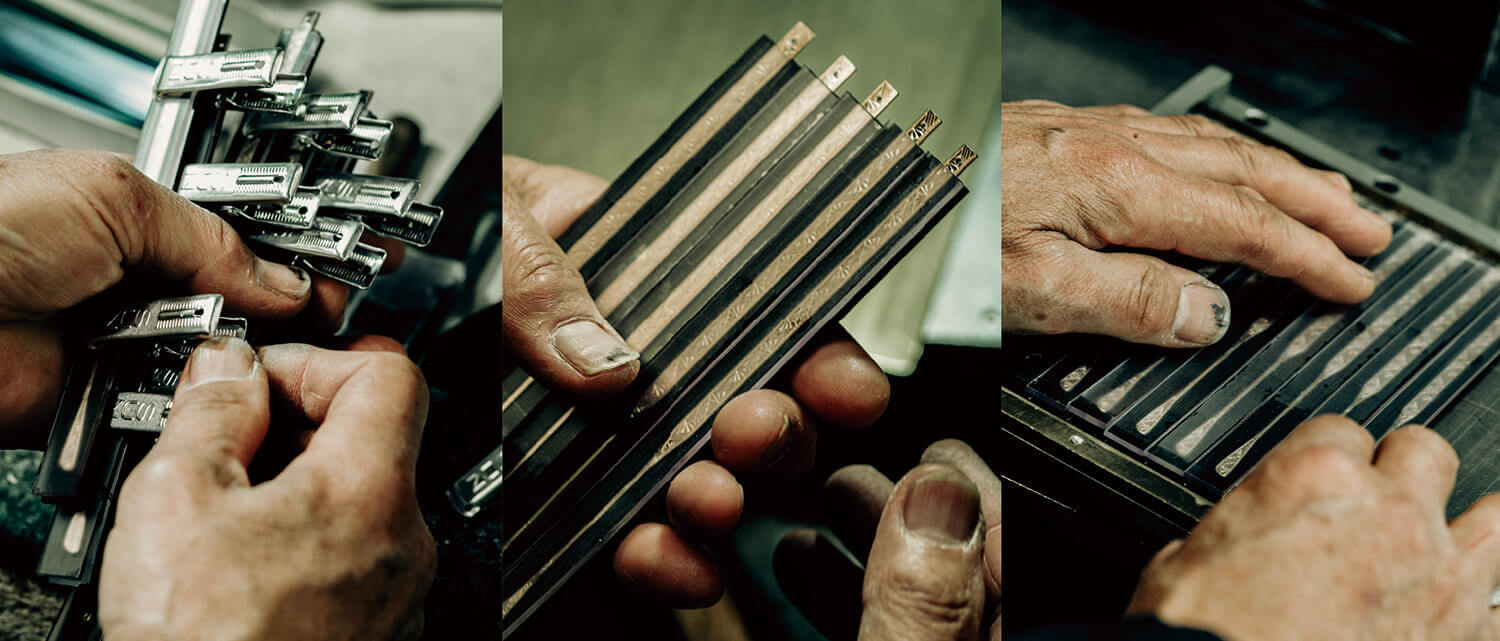
溶剤が浸透しているか、剥がれや浮きがないか、一本ずつ目視で確認し、必要に応じて溶剤を塗り足す。この後、熱処理をかける為の専用型に並べていく。
貼り付き防止の鋼プレート
Inserting steel plate in between to prevent plastic bars
from sticking each other
生地同士の貼り付きを防ぐため
間に鋼を差し込む

並列した生地は熱処理をかけると生地同士が貼り付いてしまう為、生地と生地の隙間に鋼のプレートを差し込む。長年の経験と知識がそのひと手間を生み出す。
熱処理と冷却
Heating plastic bar set
in dedicated mold, and cooling it
専用型に納まったテンプルの原型を
熱にかけ、その後冷却

熱処理と冷却を繰り返し、芯を生地の中に埋め込んでいく。熱をかけて芯が曲がらないようにプレスすることは最も職人技を必要とする工程である。生地は色や製造ロットによってコンディションが異なるため、職人が持つ感覚や勘を働かせ、状態に合わせて時間や温度、圧力などを調節する。

型外し
Taking plastic bar out of mold
型から外し中身を取り出す

型を外すための専用工具を使い、まずは蓋を外す。中身を取り出し、生地が浮き上がっていないか、接着の不良はないか状態をチェックする。
目視確認
Checking by sight if there is not bubble melded
気泡が入り込んでいないか、
目視で確認
熱処理中に発生する気泡が抜けきれず生地の中に入り込んでいないか、表面に残っていないか、細かい部分まで一本ずつ丁寧に確認をしていく。
バラシ
Removing steel plate
鋼のプレートを切り離す

生地と生地の間に挟んだ鋼のプレートを一枚ずつ切り離していく。切り離すための専用工具は職人自らが製作したものを使用している。


倣い(ならい)
Forming temple shape by carving plastic bar
テンプルの形状に沿った形に加工

耳にかけやすい形状にするため、短冊状の生地をテンプルの形に機械で加工。生産性が求められる現在、この機械を扱うことのできる職人は数少ない。


仕上げ
Polishing temple to
make it shine, and finishing by caulking pins
to install hinge
荒磨きで艶を出し、
丁番をカシめて仕上げる

形状が整ったら、ガラとよばれる生地を磨く専用の大きな回転ドラムにかけて艶を出す。その後、丁番のカシメ加工を施し、仕上げていく。煌びやかな彫金加工の芯が映し出されたテンプルからは、美しく整った一本の眼鏡が作品として浮かび上がる。
CRAFTSMAN

芯張り職人
藤田 睦
Mutsumi Fujita
昭和22年福井県南越前町に生まれる。幼少期、鯖江市に移り住み父が眼鏡製造業を始める。高校卒業後、実父である先代のもと修行に入る。そこから現在までの約半世紀、鯖江市で藤田芯張工業所として眼鏡製造に携わる。現在、日本で唯一の芯張り職人としてその技術を継承し続けている。
OTHERS

鯖江職人の手作業による、 個性ある一点モノの趣を SHINBARI
内側に挟み込む芯が主役のテンプルを作りあげる技法「芯張り」を鯖江で唯一継承し続けている職人による、手間と時間を惜しみなくかけた作品のような眼鏡。

BJ CLASSIC COLLECTION セルロイドフレームができる全工程
2000年代初頭に産声をあげた BJ CLASSIC COLLECTION。セルロイドフレームは約1年間の制作期間を経て、アイウェアとしての魂を宿す。
1枚のセルロイドから、BJが生まれる全行程を追う。

BJがこだわり抜いた6つのポイント
P-501のようなセルロイドフレーム以外にも、BJのこだわりが詰まっている。
今まで専門家しか知り得なかった「細部に至るポイント」をご紹介。